全國(guó)咨詢熱線
全國(guó)咨詢熱線
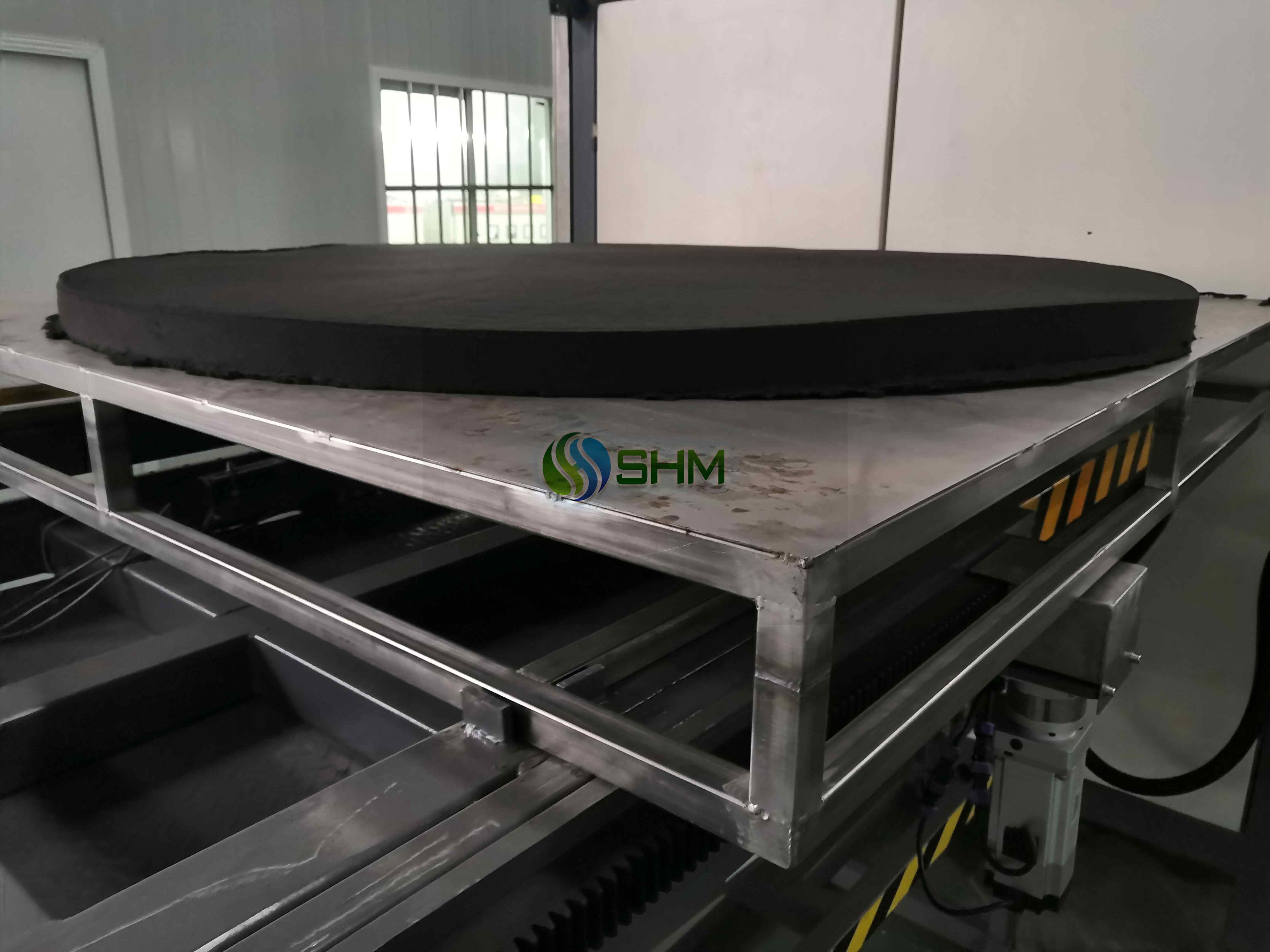
紙漿模塑制品是近年來(lái)興起的環(huán)保產(chǎn)品,它的主要生產(chǎn)工序有:打漿工序、成型工序、烘干工序、熱壓整型工序。在這四大工序中,熱壓整型工序產(chǎn)生的廢品占整個(gè)生產(chǎn)線廢品總量的80%左右。
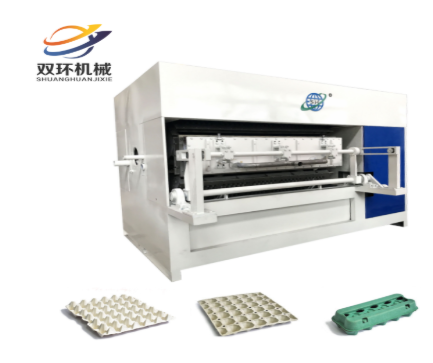
那么,如何提高我們紙漿模塑的生產(chǎn)質(zhì)量呢?
1、制做的熱壓整形模表面不光潔,砂眼較多,影響產(chǎn)品質(zhì)量。應(yīng)注意采購(gòu)優(yōu)質(zhì)鋁材進(jìn)行翻砂,對(duì)制做好的模具要用細(xì)砂紙打磨光滑。
2、所加工的模具出現(xiàn)上下模具合模間距不均,整型易擦碎產(chǎn)品。應(yīng)嚴(yán)格按規(guī)定尺度加工模具,上模和下模之間的合模間距要均等。
3、在整型機(jī)上安裝模具時(shí),上、下模具不平行,造成擦模現(xiàn)象嚴(yán)重。應(yīng)有專人進(jìn)行模具安裝,最好用儀器測(cè)量上、下模是否平行。
4、采購(gòu)原材料的質(zhì)量不穩(wěn)定,產(chǎn)品烘干后縮水比率與原設(shè)汁工藝不相符,整型時(shí)廢品率高。應(yīng)選購(gòu)定點(diǎn)紙箱廠裁下的瓦楞紙邊和灰卡紙為好。
5、打漿漿料配比不當(dāng),造成產(chǎn)品破損率高。應(yīng)根據(jù)紙模結(jié)構(gòu)的不同,選擇不同漿料配方。
6、同一套水模在不同型號(hào)成型機(jī)上生產(chǎn)產(chǎn)品,其產(chǎn)拈之間有一定差別,導(dǎo)致后工序整型時(shí)廢品率上升。應(yīng)盡可能固定水模在同種型號(hào)的成型機(jī)上出產(chǎn)品。
7、烘干產(chǎn)品變形大,影響整體質(zhì)量。應(yīng)注意人口放濕產(chǎn)品時(shí)輕放和掌握不同產(chǎn)品排放的角度,并根據(jù)不同產(chǎn)品控制烘干曲線。
8、成型的濕產(chǎn)品烘干時(shí)濕度掌握不好,造成整型廢品率高。應(yīng)掌握不同產(chǎn)品的最佳烘干溫度,烘干出的產(chǎn)品一般掌握在濕度15—18%為宜。
9、烘干后的產(chǎn)品大量積壓,長(zhǎng)時(shí)間風(fēng)干,產(chǎn)品含水率低,收縮過(guò)大,整型時(shí)廢品率高。應(yīng)避免烘干后的產(chǎn)品長(zhǎng)時(shí)間積壓,對(duì)較干的產(chǎn)品整型前進(jìn)行回潮控制。
10、整型工操作經(jīng)驗(yàn)不足,整型手法不準(zhǔn)確,廢品率就高。應(yīng)加強(qiáng)業(yè)務(wù)培訓(xùn),不斷提高其工作水平,對(duì)不同的產(chǎn)品采取不同按、壓、捏、拉等手法,提高產(chǎn)品質(zhì)量。
湖南雙環(huán)纖維成型設(shè)備有限公司位于中國(guó)紙漿模塑發(fā)源地——湖南湘潭,具有極其深厚的技術(shù)底蘊(yùn),擁有一支很早熟知紙漿模塑技術(shù)及工藝的人才隊(duì)伍,掌握了國(guó)內(nèi)外先進(jìn)的紙漿模塑纖維成型設(shè)備、模具及產(chǎn)品生產(chǎn)技術(shù),形成了紙(植物)纖維成型、碳纖維成型、陶瓷纖維成型的各類生產(chǎn)設(shè)備三十余款。其中:紙質(zhì)澆導(dǎo)管成型及整形技術(shù)開(kāi)國(guó)內(nèi)先河;碳纖維成型設(shè)備、紙質(zhì)育苗(秧)盤成型設(shè)備、各類紙質(zhì)包裝設(shè)備、一次性紙質(zhì)餐具及容器設(shè)備等具有國(guó)內(nèi)先進(jìn)水平。公司擁有各類專利30余項(xiàng),其中大產(chǎn)能的對(duì)輥式成型機(jī)、紙質(zhì)澆導(dǎo)管成型設(shè)備、碳纖維真空近凈成型機(jī)均獲國(guó)家發(fā)明專利。公司通過(guò)了歐盟CE安全論證體系,ISO9001質(zhì)量體系認(rèn)證。
聯(lián)系人:13707326711(李小姐) 13337321010(巢先生)
聯(lián)系郵箱:[email protected]




聯(lián)系電話
0731-58636699
聯(lián)系地址
湖南省湘潭市德國(guó)工業(yè)園萊茵路6號(hào)
2019 © Copyright.湖南雙環(huán)纖維成型設(shè)備有限公司 地址: 湖南省湘潭市德國(guó)工業(yè)園萊茵路6號(hào) 備案號(hào): 湘ICP備17015724號(hào)-1 營(yíng)業(yè)執(zhí)照查閱
技術(shù)支持:競(jìng)網(wǎng)智贏

